随着封装在板子上的元器件尺寸的日渐多样化,钢网印刷机的生产能力显得愈加重要。再加上元器件密度越来越大,焊膏依附在孔壁上和钢网的地步,会造成印刷后的焊膏不足并导致桥接。为求钢网印刷良率的提高,我们需更加关注钢网技术,印刷机生产能力,焊膏的功能性和网板底部清洗。
在混合工艺组件上涂敷各种不同的焊膏量的要求使得传统的钢
网设计已经不能满足新的印刷需求,于是就需要更好的网板设计,更高的印刷能力和更高的材料技术来增加涂敷焊膏量的一致性。网板的底部清洗时提高印刷良率的关键。在此来研究下擦拭顺序,擦拭频率和擦拭溶剂以及这些事如何相互作用来共同实现焊膏印刷良率的提高。
最近几年来,人们越来越关注网板底部擦拭。由于元器件的日趋
微型化和高密度互连,线路板的设计也发生了变化,这使得网板清洗变得更加重要。在大多数的网板印刷工艺中,是通过真空擦拭和干擦来去除孔壁上的焊膏残留物。随着钢网孔壁尺寸越来越小,就需要越来越频繁的擦拭来确保钢网上不会残留任何焊膏。
为求改善焊膏的印刷,我们通常采用两种方法来提高焊膏的涂敷
技术:
第一种是采用纳米级涂层的疏水,疏油特性来改善。这种技术主要是利用在金属钢网表面的纳米涂层来防止焊膏沾附于孔壁;
第二种技术是用喷淋溶剂型清洗剂来润湿擦拭纸,清洗剂会溶解焊膏中的助焊剂成分,从而达到去除孔壁上锡球的目的。
SMT 印刷良率
钢网印刷时电子组装很关键的一个步骤 。据报告指出在最后的
组装工艺 有 50%以上的 SMT 缺陷都是有钢网印刷工艺中的因素导致
的。2 这些因素包括材料、设备、模具、环境、操作步骤和度量参数。
3 很多材料在钢网印刷 中参与作用。其中最关键的材料便是锡膏。
与焊膏相关的关键因素还包括印刷环境,金属合金,焊膏粘稠度,焊膏流变性,塌落度,锡粉尺寸和分布。助焊剂的构成决定了其流变性, 粘稠度,粘性,残留数量和焊膏在印刷工艺中的使用寿命。通常印刷 不良的原因都可以再助焊剂的构成上找到答案。随着元器件尺寸越来越小,防止的密度越来越高,网板的设计显 得越来越重要。网板设计中的主要因素有网板材质、网板的构造方式、 孔位布置、壁厚、孔位形状、高宽比、孔位大小、面积比、胶带和光 滑度。电铸抛光的钢网孔壁光滑,有利于焊膏的涂敷。最近人们很关 注用最新的涂层技术来防止焊膏残留在网板的孔壁上。钢网印刷机能确保钢网印刷的准确度和可靠度。钢网印刷机配有 可视系统和度量系统,从机器上可以看到每次印刷的良率和准确度。 诸如不良数据收集,焊膏量检查追踪和优化工艺设置等工艺管控程序 可以帮助操作员控制印刷工艺。
印刷工艺参数需要设置好。在自动检测过程中,刮刀行程,印刷
压力,印刷速度和印刷量都特别做了设定。清洗频率要视板子的设计
和制造环境,或者印刷工艺中的板子,钢网和焊膏的相互作用结果而
定。印刷的一致性是确保印刷可重复性和可再现性的关键。
网板涂层
高密度和微型化的电子元器件对焊膏印刷工艺带来了挑战。小的
元器件如 0201,01005,要求良好的焊膏释放来防止焊膏桥接和印刷
错位。4 当放置这些微型的元器件时,往往需要成型比较高的焊膏。
为了提高焊膏的印刷效率,在激光切割的钢网涂布纳米涂层来改善转
移效率。纳米涂层在化学上改变了孔壁的便面成分,从而降低了焊膏
在金属表面的粘着力。5 带有纳米涂层的钢网透过两种方式来降低焊
膏与孔壁之间的粘着力。首先,透过这个极薄的涂层来降低孔壁的粗
糙度。其次,纳米涂层渗透进金属表面的凹陷区域,这就降低了焊膏
和不锈钢钢网之间的粘着力.
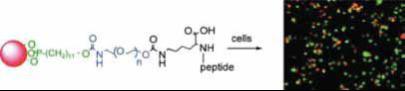
纳米涂层图片和结构 Aculon1
科技影响所带来具有纳米涂层的钢网能防止焊膏粘着在孔壁上。
钢网表面极薄的疏水涂层经实践证明是可以提高细小节距印刷的良
率。4 这个图层会与钢网表面和孔壁相互作用。这个表面涂层大约有
5 个单层连续分子所形成的厚度。1 这个涂层透过疏水,疏油和粘性
强的材质来改变钢网表层的成分。
擦拭频率
一直以来人们经常讨论的一个问题是:网板底部需要多长时间擦
拭一次?许多因素会影响网板擦拭的频率。一般而言,微型化、高密
度的网板设计需要更高频率的网板擦拭。因为这种设计的网板在与线
路板分离后增加了焊膏残留于钢网孔壁或钢网底部的可能性。擦拭频
率因印刷元器件的尺寸和密度的不一而不一样,印刷微型化、高密度
的元器件可能需要印刷一次擦一次,而印刷低密度的元器件则每印刷
10-20 此擦拭一次。
擦拭频率和顺序通常是由印刷良率和现场具体情况决定的。有时 候是由实验设计决定的,有时则是根据对以往经验的判断得出的。大
多数情况下还是与产品因素有关,取决于焊膏的配方,PCB 的构造和 良率记录。配有自动化底部擦拭系统的钢网印刷机可以让使用者设定擦拭顺序和速度,有三种擦拭模式可供选择:干擦,真空擦和溶剂擦 拭。网板底部擦拭清洗剂 对于高节距元器件印刷,网板底部适合用干擦的方式擦拭。对于大多数的印刷而言,残留在孔壁上少量的焊膏不会影响印刷工艺。如 果印刷的元器件尺寸小,则常需要用化学清洗剂去溶解焊膏中的助焊 剂。锡球则会被手机并残留在擦拭布上。
使用清洗剂去擦拭网板底部也是有风险的。风险是化学清洗剂可 能会污染焊膏。为了降低整个风险,清洗剂清洗完后必须要透过后续 的干擦和真空擦拭风干。
好的按底部擦拭清洗剂需要符合以下:
1. 快速溶解焊膏中的助焊剂成分;
2. 与纳米涂层和印刷设备兼容;
3. 不可燃;
4. 低气味
2. 清洗后快速挥发和风干
清洗剂如果不符合以上任何一种特性都会减低印刷工艺的可重复
性和可再现性。
网板底部清洗的第一步就是要找到适合焊膏的清洗剂。根据采用
工艺的不同,焊膏中的助焊剂成分也会不同。如果清洗剂与焊膏不匹
配会导致焊膏淤积或坍塌,印刷部完整和印刷不良的后果。焊膏助焊
剂不溶于清洗剂就会出现逆反现象,焊膏不会粘在擦拭布上而是残留
是网板底部变成了污物。
对于谁溶性的焊膏而言,助焊剂是极性的,而且会溶于极性的清
洗剂。清洗剂—水洗型清洗剂快速溶解焊膏中的极性活化剂、表面活
性剂和其他的含氧溶剂。当成分比例适当时,清洗剂挥发速率稳定,
这样会避免溶剂残留而对焊膏造成污染。
当钢网被附上纳米涂层后,清洗剂不会破坏纳米的分子层。适合
的清洗剂能很容易去除小孔距里和钢网上的焊膏,而且不会破坏和污
染钢网,挥发迅速。对于免洗焊膏,其助焊剂成分要复杂的多。助焊剂成分包括松香、活性剂、溶剂和流变性添加剂。关键的问题时由于焊膏供应商甚或是焊膏的制剂成分不一样,焊膏的配方也不会很一致。所以很难找到一款溶剂能清洗所有种类的焊膏。
对于许多免洗助焊剂成分而言,水基的网板底部擦拭清洗剂效果不错,但是对某些助焊剂成分而言,效果则不然。对于一些免洗助焊 剂,溶剂型的清洗液能在清洗和风干过程中取得平衡,往往是最佳的 选择。如果是水洗型焊膏,水基型的网板底部擦拭清洗剂效果可能是 最理想的。根据焊膏类型选择对的清洗剂是提高印刷良率的关键。
在许多情况下,装配工可能会问的问题时:网板底部清洗剂带来
率提高的同时能抵得过其带来的风险吗?如果清洗剂的特性设计 适
当,清洗剂对印刷工艺是非常有益的,会提高印刷良率而且不会有 风险。我们必须知道和了解的关键一点事:一种清洗剂适合所有种类 的锡膏是不切实际的。在选择钢网底部清洗剂时,溶解度数据很关 键的。
溶解度测试方法
溶解度测试时将湿的焊膏浸泡于一系列已知溶解度特性的溶剂 中。用清洗剂去评估对焊膏的溶解度,湿的焊膏需要放置到一个玻璃 试剂瓶中,然后将测试溶剂注入瓶内,再将测试玻璃瓶放到旋转轮上
2-4 分钟后检视测试溶剂是否可以溶解助焊剂。如果助焊剂溶于测试溶剂,焊膏中的锡球就会释放并平均分散在测试溶液中。
测试后的湿焊膏因为每种溶剂溶解助焊剂的溶解力不同而被分
为几个等级(表格一)。测试结果可以帮助配方设计者为助焊剂找到合适的容积。这种测试可用来预测那种清洗剂适合特定的助焊剂。
表格一:湿焊膏溶解分级标准
一级:焊膏容易溶解分散

二级:大多数都溶解,但又一小团焊膏依附在测试瓶的侧壁上

三级:部分溶解

四级:很难溶解

五级:小部分起反应
六级:无效果

设计实验
我们挑选了七种网板底部清洗剂来做研究。IPA 用 100%浓度。 其中有一种是水基共沸混合物,挥发速率稳定。有五种清洗剂是溶剂
混合物。我们和 iye 选了九种焊膏来研究。有两种焊膏是锡铅免洗型的,有五种是无铅免洗型的,还有两种是无铅水溶性的。 第一个实验就是要得出助焊剂在每种清洗剂中的溶解度。我们采
用之前的溶解度测试方法来测出这九种焊膏的溶解度。图八显示了这九种焊膏在测试溶剂中的溶解度。
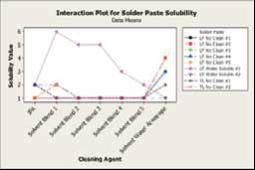
图八:湿的焊膏在清洗剂中的溶解度 第二个实验测得是清洗剂的挥发速率。将清洗剂放到不锈钢面板上让其风干(图九)。

图九:挥发速率研究
清洗剂的挥发时间越短说明风干的速度越快。大多数现代的钢网印刷机都配有网板底部擦拭系统。配合清洗剂擦拭的还有干擦、真空擦及后来的风干工序。清洗剂挥发性快的再干擦和真空擦过程中会很容易风干。清洗剂挥发速率慢的再干擦和真空擦过程中则有可能会干燥的不彻底。在这种情况下擦拭溶剂有可能会交叉污染焊膏。如果网 板底部仍然是润湿的,那么溶剂有可能会转移到印刷的板子上,这样 可能会降低印刷的良率。图十显示了不同溶剂不同的挥发时间。
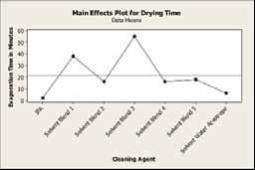
图十:清洗剂挥发速率 试验结论
合适的网板底部清洗剂的特性如下:
1. 快速溶解焊膏中的助焊剂成分
2. 兼容纳米涂层和钢网印刷设备
3. 不可燃
4. 低气味
5. 无毒
6. 挥发风干速度快
IPA 是最常见的一种擦拭剂。通常试验数据可以推断出 IPA 可以
有效溶解试验中的焊膏。但是 IPA 的缺陷是其闪点低和易燃。IPA 在
印刷机内挥发很可能会引起火灾。
混合溶剂#1 性能等同 IPA。这款清洗剂能溶解除了水溶性无铅焊
膏以外的所有焊膏中的助焊剂。这款溶剂蒸汽压比较低,这会降低易
燃风险但同时需要更长的时间去风干。
混合溶剂#2 对于测试中除了水溶性无铅焊膏以外的所有焊膏而
言,其性能比 IPA 还要好。这款溶剂蒸汽压也比较低,这会降低易燃
风险但同时其风干时间比 IPA 要稍长一点。
混合溶剂#3 对于测试中除了水溶性无铅焊膏以外的所有焊膏而
言,其性能比 IPA 还要好。这款溶剂蒸汽压特别低,这会降低易燃风
险,但与之相对的是风干的时间比较长,所以这款溶剂可能不适合网
板底部擦拭。
混合溶剂#4 对于测试中的大多数焊膏而言,其性能比 IPA 好,
但对一款水溶性无铅焊膏而言,其性能稍次之,这款溶剂蒸汽压也比
较低,这会降低易燃风险。但其风干时间比 IPA 稍微长点。
混合溶剂#5 对于测试中的大多数焊膏而言,其性能比 IPA 好,
但对一款水溶性无铅焊膏而言,其性能相当,这款溶剂蒸汽压也比较
低,这会降低易燃风险。但其风干时间比 IPA 稍微长点。
水基共沸混合溶剂对于水溶性焊膏的溶解度很不错,对大多数免
洗焊膏效果也不错。但对于免洗焊膏而言,效果虽然可以,但相较 IPA
效果还是稍次之。水基共沸混合溶剂相较除了 IPA 之外的混合溶剂而
言,风干速度要快的多,还有一个显著的优点是这款溶剂不可燃。
综合考虑以上因素,我们需要引进新的网板底部擦拭溶剂。经过
试验研究,混合溶剂#5 和水基共沸混合溶剂是最有可能替代 IPA 的
清洗剂。
图八:湿的焊膏在清洗剂中的溶解度 第二个实验测得是清洗剂的挥发速率。将清洗剂放到不锈钢面板上让其风干(图九)。

图九:挥发速率研究
清洗剂的挥发时间越短说明风干的速度越快。大多数现代的钢网印刷机都配有网板底部擦拭系统。配合清洗剂擦拭的还有干擦、真空擦及后来的风干工序。清洗剂挥发性快的再干擦和真空擦过程中会很容易风干。清洗剂挥发速率慢的再干擦和真空擦过程中则有可能会干燥的不彻底。在这种情况下擦拭溶剂有可能会交叉污染焊膏。如果网 板底部仍然是润湿的,那么溶剂有可能会转移到印刷的板子上,这样 可能会降低印刷的良率。图十显示了不同溶剂不同的挥发时间。
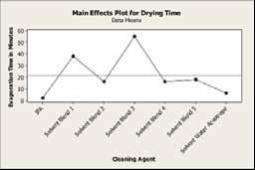
图十:清洗剂挥发速率 试验结论
合适的网板底部清洗剂的特性如下:
1. 快速溶解焊膏中的助焊剂成分
2. 兼容纳米涂层和钢网印刷设备
3. 不可燃
4. 低气味
5. 无毒
6. 挥发风干速度快
IPA 是最常见的一种擦拭剂。通常试验数据可以推断出 IPA 可以
有效溶解试验中的焊膏。但是 IPA 的缺陷是其闪点低和易燃。IPA 在
印刷机内挥发很可能会引起火灾。
混合溶剂#1 性能等同 IPA。这款清洗剂能溶解除了水溶性无铅焊
膏以外的所有焊膏中的助焊剂。这款溶剂蒸汽压比较低,这会降低易
燃风险但同时需要更长的时间去风干。
混合溶剂#2 对于测试中除了水溶性无铅焊膏以外的所有焊膏而
言,其性能比 IPA 还要好。这款溶剂蒸汽压也比较低,这会降低易燃
风险但同时其风干时间比 IPA 要稍长一点。
混合溶剂#3 对于测试中除了水溶性无铅焊膏以外的所有焊膏而
言,其性能比 IPA 还要好。这款溶剂蒸汽压特别低,这会降低易燃风
险,但与之相对的是风干的时间比较长,所以这款溶剂可能不适合网
板底部擦拭。
混合溶剂#4 对于测试中的大多数焊膏而言,其性能比 IPA 好,
但对一款水溶性无铅焊膏而言,其性能稍次之,这款溶剂蒸汽压也比
较低,这会降低易燃风险。但其风干时间比 IPA 稍微长点。
混合溶剂#5 对于测试中的大多数焊膏而言,其性能比 IPA 好,
但对一款水溶性无铅焊膏而言,其性能相当,这款溶剂蒸汽压也比较
低,这会降低易燃风险。但其风干时间比 IPA 稍微长点。
水基共沸混合溶剂对于水溶性焊膏的溶解度很不错,对大多数免
洗焊膏效果也不错。但对于免洗焊膏而言,效果虽然可以,但相较 IPA
效果还是稍次之。水基共沸混合溶剂相较除了 IPA 之外的混合溶剂而
言,风干速度要快的多,还有一个显著的优点是这款溶剂不可燃。
综合考虑以上因素,我们需要引进新的网板底部擦拭溶剂。经过
试验研究,混合溶剂#5 和水基共沸混合溶剂是最有可能替代 IPA 的
清洗剂。