快速快线就是在最短的停机停线时间内因产品形体更换所需要的动作。快速换线,(SMED,Single Minute Exchange of Die),也叫快速换产。换线的定义就是:前一机种和后一机种的转换。而换线时间就是指前一机种最后一个(台)产品流出到后一机种首件流出之间的时间间隔。而换线时间包括两部分时间即外部时间和内部时间。内部时间是指停机过程中作业仍应该继续(如取放工具),而外部时间是指机器仍在运转过程中或是刚刚重启动之后可以进行的作业(如第一次检测)。
一、背景介绍
所使用的SMT生产线由全自动印刷机(德森全自动锡膏印刷机)﹐高速机HSP﹐泛用机﹐回焊炉﹐AOI 5部分组成。此线进行换线﹐工单要求﹕ Printer需要更换刮刀, 100支feeder , GSM 40支feeder.

SMT背景介绍
二、快速换线
1,观察当前换线流程,收集相关数据.
根据现场观测﹐换线时间分布如下:

当前换线流程及时间
SMT总换线时间为50分钟﹐由于贴片机是换线的瓶颈﹐以HSP为主要目标进行分析。
运用<<切换作业纪录表>>,<<切换作业分析表>>对HSP进行跟踪分析﹐得到如下工作任务和工时。
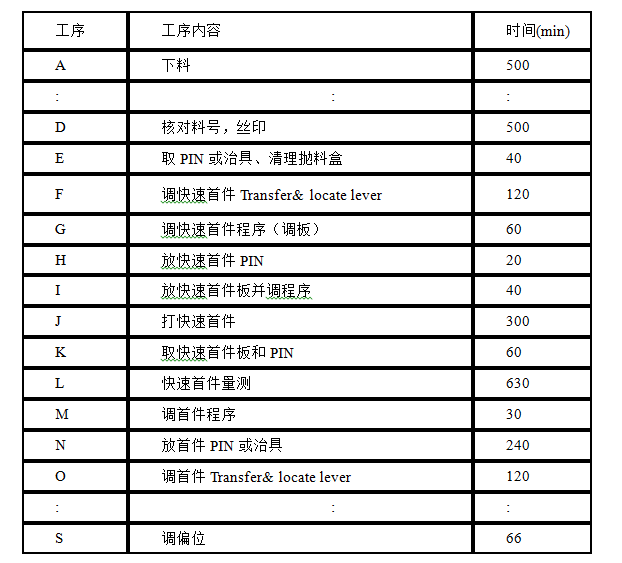
SMT切换作业纪录表
此工作任务包括所有的换线作业内容﹐通过观察发现﹐现场作业存在如下现象﹕
(1)作业现场人员混乱﹐
(2)动作浪费严重﹐
(3)换线时间过长﹐
(4)作业员劳动强度大﹐
(5)换线工作调配不合理﹐
(6)feeder报警频繁。
区分内部和外部的要素.
根据机台特性﹐将工作任务进行区分。外部操作有﹕传程序﹐领feeder,备料﹐检查feeder﹐线外扫描。其余为内部操作。
将内部时间转移到外部
根据机台特性﹐C作业为扫描站位和料号﹐转移为外部操作。要求当有空table的情况下﹐要求作业员提前上料并扫描﹐核对料号和丝印﹐没有空table时要在没有停线前就完成C作业。将检查快速首件程序和首件程序转移为外部作业。
4 缩短内部时间
改善前的作业模式为一个作业员按照ABDEFGHI的作业顺序作业﹐通过分析发现﹐ABD和EFGHI作业可以并行作业﹐我们通过增加作业员的方式来达到并行的目地﹐使换线时间缩减。改善前多个table仓上料下料作业也是有一个作业员完成﹐我们也采用通过增加作业员的方式来达到并行的目地﹐使换线时间缩减。换线作业时﹐打快速首件和打首件时报警频繁﹐处理报警异常的时间浪费严重﹐通过抽样﹐发现报警主要原因为﹕
(1)卷带(料带松脱或断带)﹐
(2)物料没有压到位﹐
(3)料带打结﹐
(4)Feeder不良。
采用FEEDER质量抽检的方法对FEEDER架料质量进行关控。首先采用上料前FEEDER检查的方法﹐后对架料GRR%关控。
5 缩短外部时间
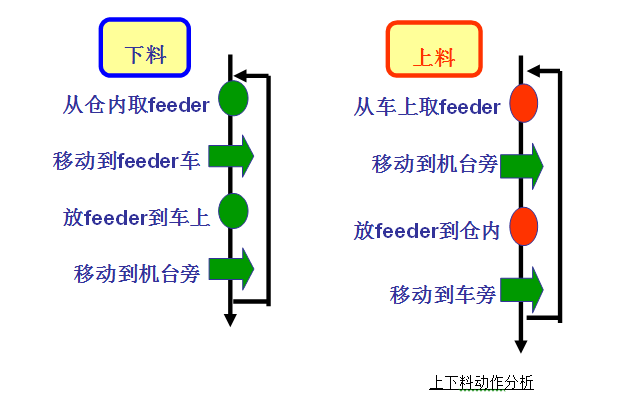
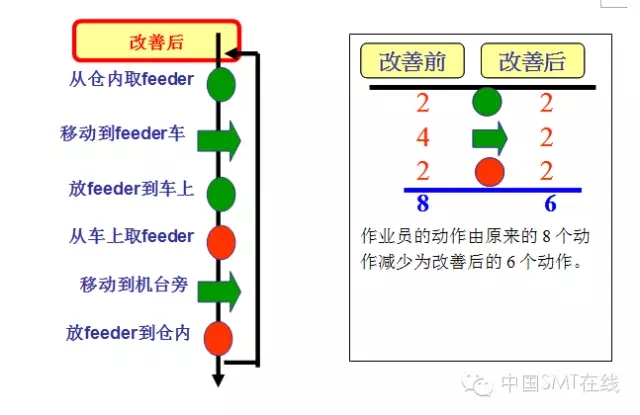
对所有的动作进行动作分析和时间研究。下料5sec/支FEEDER,上料10sec/支。根据机台特性和作业方式﹐将上下料由原来的先下料后上料作业改为上料和下料作业同时进行﹐作业时间大大缩减。
快速换线改善前:
快速换线改善后
通过一系列改善﹐HSP4797L换100支FEEDER的工单由原来的45分钟较少到25分钟。将此方法推广运用到全自动锡膏印刷机和泛用机上﹐换线时间分别由10分钟和20分钟缩减到8分钟和15分钟﹐SMT线总换线时间由50分钟缩减到25分钟,成果显著。
总结
达到快速换线并不一定必须引进最先进的高性能设备或其他方面花费大量的资金,而只要在作业现场动脑筋,想办法,下工夫就可能实现.。
快速换线作业缩短所带来的生产批量的缩小,不仅可以使工序间的在制品储存量减小,使生产周期缩短,而且对降低资金占用率节省保管储存空间,降低成本,减少不良品都有很大的作用.